钨极最新娱乐体验_钨极惰性气体保护焊(2024年12月深度解析)
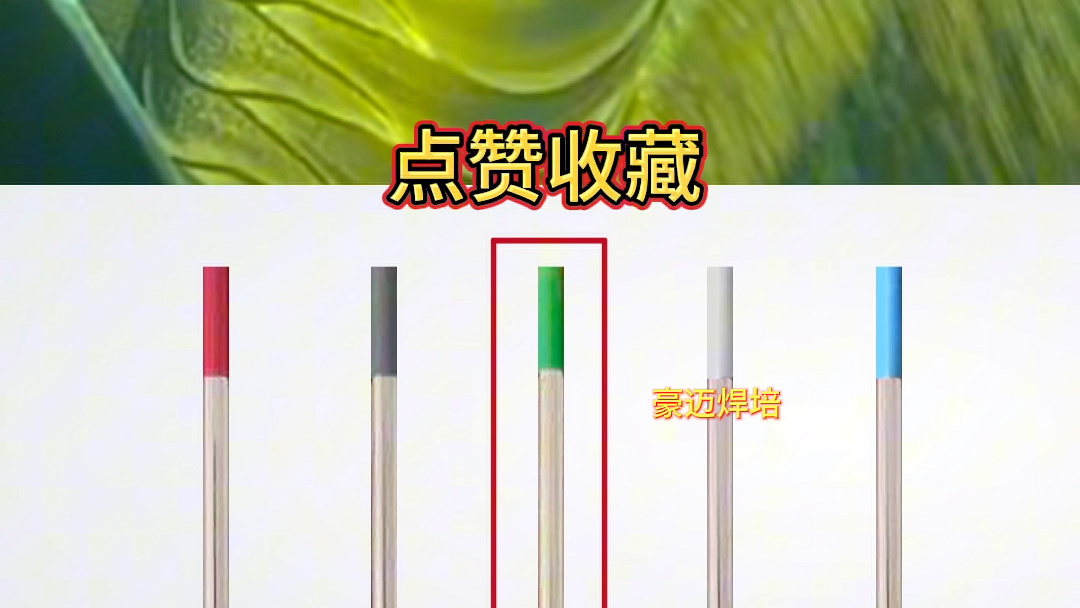
砧”Š技能培训:从基础到高级 想要学习电焊技术?洛阳吉力焊培提供全面的电焊培训课程,费用合理,技术精湛。我们的管道氩电联培训课程,每月仅需3800元,就能让你掌握高级焊工技能。 ᠦ𐩦𐔥’Œ钨极的基础知识 氩气(Ar):这是一种无色无味的单原子惰性气体,性质稳定,不与金属反应,也不溶于金属。氩气的纯度应达到99.99%,以确保焊接过程的稳定性和安全性。 氩气瓶:氩气以液态形式贮存和运送,使用时需直立放置,避免敲击和碰撞。氩气瓶是一种钢质圆柱形高压容器,外表涂成灰色并注有“Ar”字样。 钨极:钨是一种难熔的金属材料,能耐高温,其熔点为3657~3873K,沸点为6173K,导电性好,强度高。 纯钨极:牌号为WI、W2,含钨99.65%以上,一般使用在要求不严格的情况下。在使用交流电时,纯钨极电流承载能力较低,抗污染能力差,要求焊机有较高的空载电压。 钍钨极:牌号为WTh-7、WTh-10、WTh-15,含有1%~2%氧化钍的钨极,其电子发射率较高,电流承载能力较好,寿命较长并且抗污染性能较好,引弧容易,电弧稳定。成本较高,具有微量放射性。 铈钨极:牌号为Woe-5、Woc-13、Woe-20,在纯钨中分别加入0.5%、1.3%、2%的氧化铈,与钍钨极相比,在小电流焊接时,易建立电弧,引弧电压比钍钨极低50%,电弧燃烧稳定,弧束较长,热量集中,烧损率比钍钨极低5%~50%,最大许用电流密度比钍钨极高5%~8%,几乎没有放射性。 锆钨极:牌号为WZr-15,性能在纯钨极和钍钨极之间。用于交流焊接时,具有纯钨极理想的稳定特性和钍钨极的载流量及引弧特性等综合性能。 砥Ÿ�…容与费用 我们的培训课程包括氩电联焊技术,费用低,技术高。 … 培训周期与证书 我们提供快速考焊工证服务,两周一次,出证速度快,不耽误学员时间。 Ÿ 洛阳吉力焊培,你的电焊技能提升之路!
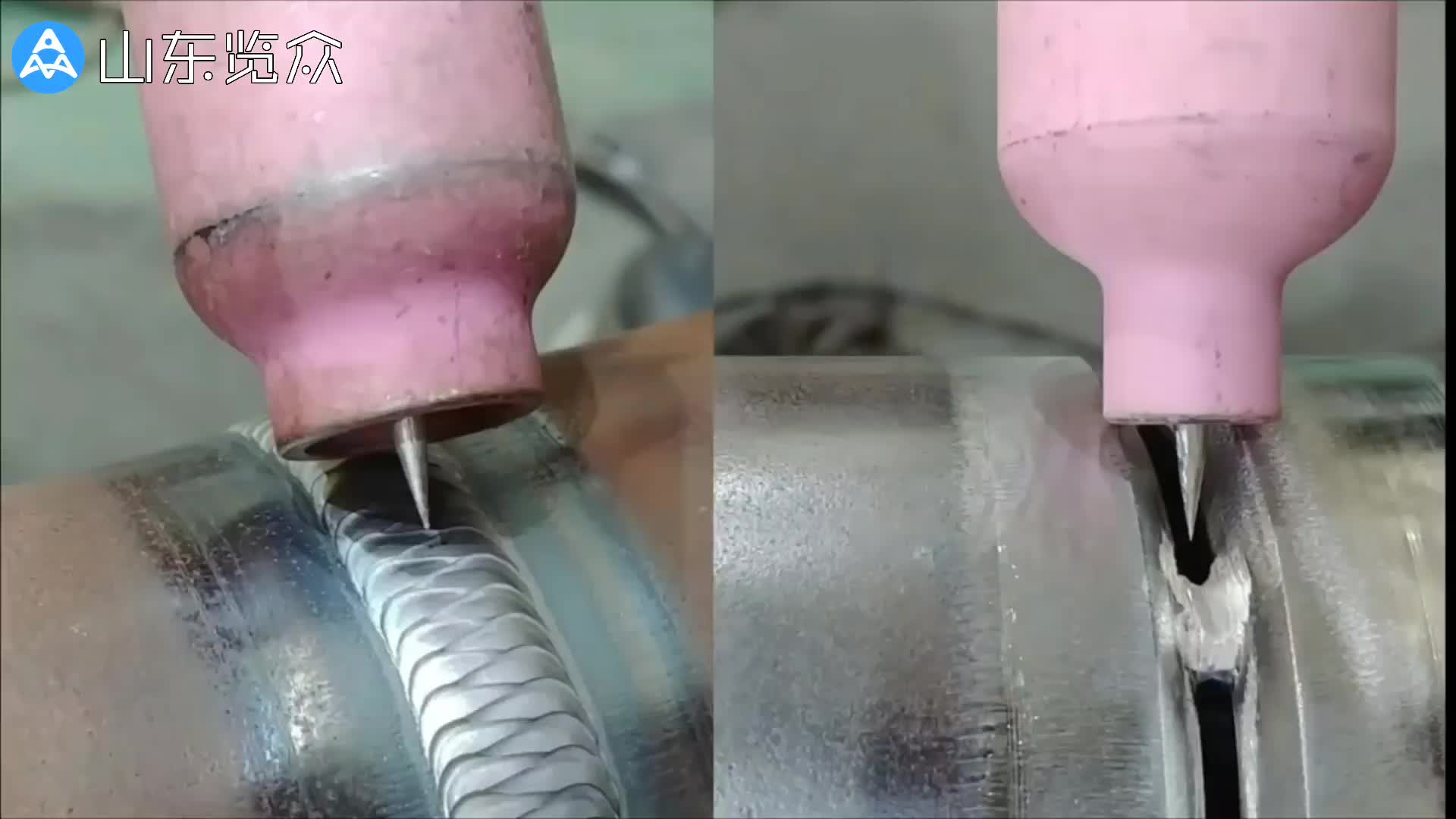
氩弧焊气孔产生与预防全攻略,焊工必看! 3.1 焊前处理:工件和焊丝的准备 ️ TIG焊对油、锈、水特别敏感,稍有不慎就会产生气孔。因此,焊前必须对工件进行严格的清理。具体来说,要打磨待焊工件坡口内外10-15mm范围内的氧化膜,去除油脂和水分,露出金属光泽。同时,焊丝表面的油脂和铁锈也要用砂纸打磨至露出金属光泽。 氩气的纯度 € 氩气是惰性气体,具有高温下不分解和不与焊缝金属发生氧化反应的特性。氩弧焊时,氩气纯度应大于99.95%。此外,当氩气瓶内压力小于2.0MPa时,含水量增加,应停止使用。氩气的流量也有讲究,一般由经验公式Q=Kⷄ确定,其中Q代表氩气流量,D为喷嘴直径,K为系数(0.8-1.2),所以氩气流量一般为6-9L/min。同时,要保证气路通畅,不得有堵漏现象。 喷嘴直径的选择 喷嘴直径可根据经验公式D=(2.5-3.2)d确定,其中D为喷嘴直径,d为钨极直径。一般喷嘴直径在6-12mm之间为宜。 钨极伸出长度 ⚡ 钨极伸出长度过大,会增加喷嘴与工件之间的距离,保护效果变差;伸出长度过小,虽然保护效果好,但会阻挡焊工视线,容易发生短路。 焊接速度的控制 ƒ♂️ 焊接速度是主要的焊接参数之一。速度过快会使保护气体偏离钨极和熔池,保护效果变差,产生气孔,影响焊缝成形。因此,施焊时必须选择合适的焊接速度。 提前送气与滞后关气 쯸 引弧前3-4S送氩气可驱赶管内空气,使引弧处在气体保护中,防止钨极与熔池发生氧化产生气孔。滞后关气可达到保护熔池缓冷的目的,还可避免收弧处出现弧坑、裂纹、气孔等缺陷。 操作技能 袀튦“作技能的熟练程度是防止气孔的重要环节。每个焊工要有过硬的基本功,焊枪、焊丝、工件之间要保持正确的位置和相对角度,动作要协调。施焊时电弧要平稳,电弧的高度要均匀一致,严禁忽高忽低,防止气体瞬间进入熔池产生气孔。同时,也要注意观察熔池的变化,提高对气孔的排出能力。全位置焊管子时,焊枪、焊丝和工件相互间须保持一定的距离,方向一般为由下向上焊接,即仰——立——平的顺序。收弧时要避免出现弧坑和缩孔并保证焊缝不低于母材,可以采用焊缝增加法,即收弧时焊接速度减慢,焊炬向后倾角增大,焊丝送进量增加。当熔池温度过高时,可以熄弧再引弧直至填满弧坑。
砦𐩥„Š操作技巧大揭秘!犦𐩥„Š是一种需要双手协调的操作,类似于日常生活中的左手画圆右手画方。初学者可以通过类似的训练来辅助学习氩弧焊。以下是学习氩弧焊的一些关键技巧: 送丝技巧 € 送丝分为内填丝和外填丝。外填丝适用于打底和填充,使用较大的电流,焊丝头在坡口正面。左手捏住焊丝,不断送进熔池进行焊接,要求坡口间隙较小或没有间隙。内填丝主要用于打底焊,左手拇指、食指或中指配合送丝动作,小指和无名指夹住焊丝控制方向,焊丝紧贴坡口内侧钝边处,与钝边一起熔化,要求坡口间隙大于焊丝直径。 运焊把技巧 ️ 运焊把分为摇把和拖把。摇把是将焊嘴稍用力压在焊缝上面,手臂大幅度摇动进行焊接。拖把则是焊嘴轻轻靠或不靠在焊缝上面,右手小指或无名指靠或不靠在工件上,手臂摆动小,拖着焊把进行焊接。 引弧技巧 劥𘀨ˆ쩇‡用引弧器(高频振荡器或高频脉冲发生器),钨极与焊件不接触引燃电弧。没有引弧器时采用接触引弧(多用于工地安装,特别高空安装),可用紫铜或石墨放在焊件坡口上引弧,但此法比较麻烦,使用较少。一般用焊丝轻轻一划,使焊件和钨极直接短路又快速断开而引燃电弧。 焊接技巧 犧”祼•燃后要在焊件开始的地方预热3—5秒,形成熔池后开始送丝。焊接时,焊丝焊枪角度要合适,焊丝送入要均匀。焊枪向前移动要平稳、左右摆动是二边稍慢,中间稍快。要密切注意熔池的变化,当熔池变大、焊缝变宽或出现下凹时,要加快焊速或重新调小焊接电流。当熔池熔合不好和送丝有送不动的感觉时,要降低焊接速度或加大焊接电流。如果是打底焊,目光的注意力应集中在坡口的二侧钝边处,眼角的余光在缝的反面,注意其余高的变化。 收弧技巧 如果直接收弧很容易产生缩孔,如果是有引弧器的焊枪要断续收弧或调到适当的收弧电流慢收弧。如是没有引弧器焊机则缓将电弧引到坡口的一边,不要产生收缩孔,如产生收缩孔要打磨干净后方可施焊。收弧如果是在接头处时,应先将待接头处打磨成斜口,待接头处充分熔化后再向前焊10—20mm再缓慢收弧,不可产生缩孔。 通过这些技巧的学习和实践,你将能够更好地掌握氩弧焊的操作要领,成为一名出色的氩弧焊工。
马氏体钢焊接指南:从材料选择到热处理 焊接马氏体钢时,选择合适的焊接方法和材料至关重要。以下是一些实用的焊接技巧和注意事项,帮助你更好地掌握这个过程。 焊接方法 犩鬦𝓩’⥏碌婀š过除气焊以外的所有熔焊方法进行焊接,如焊条电弧焊、埋弧焊、钨极氩弧焊和熔化极氩弧焊等。由于这种钢具有较高的冷裂敏感性,焊前必须严格清理焊件并烘干焊条,以保持低氢甚至超低氢条件。当焊接接头的拘束度较大时,推荐使用钨极氩弧焊或熔化极氩弧焊。在不使近缝区过热脆化的前提下,适当增大焊接热输入可以减少冷裂纹的产生。 焊接材料 ️ 选择焊接材料时,应根据钢种、焊接方法和接头的工作条件来决定。为了保证使用性能,焊缝的化学成分应尽量接近母材。然而,这种情况下焊缝和热影响区容易硬化变脆,焊后一般需要进行热处理。如果焊件不允许进行热处理,建议使用25-20、25-13型奥氏体钢焊接材料,以形成奥氏体焊缝,松弛焊接应力,并降低冷裂倾向。奥氏体焊缝塑性和韧性高,但强度较低,适用于应力不高的静载条件下工作的焊件。 预热和层间温度 预热并保持层间温度是防止冷裂纹的重要工艺措施。预热温度的选择要考虑钢中的含碳量、接头的拘束度、填充金属的成分和焊接方法等因素。表1是按含碳量分级推荐的预热温度和热输入。如果接头的拘束度大,应相应提高预热温度和层间温度。层间温度应不低于预热温度。使用奥氏体钢焊接材料时,视焊件厚度可不预热或低温预热。 焊后热处理 劧„Š后热处理是防止冷裂纹的另一项重要工艺措施。在选用与母材成分接近的焊接材料时,一般需要进行焊后回火热处理。当选用奥氏体钢焊接材料时,一般不需要焊后热处理。为了保证焊后奥氏体能完全转变为马氏体,不允许焊后立即进行回火处理,须使接头冷却到Ms点以下某个温度并保持一定时间后,再进行高温回火处理。为了防止冷裂,也不允许接头冷却到室温以后再进行高温回火处理,通常是冷却到100~150℃时进行回火处理。 通过以上步骤,你可以更好地掌握马氏体钢的焊接技术,确保焊接质量和安全性。
如何在商丘快速掌握氩弧焊摇把技术? 摇把焊接技术其实是一种手工钨极氩弧焊接方法,主要靠焊枪焊嘴靠近母材坡口一侧引燃电弧,然后用大拇指沿食指指尖方向摩擦送丝,形成熔滴和熔池。接着,利用手腕的摆动使焊嘴扇形滚动摆动,依靠熔滴的表面张力来填充坡口。 初学者的基本功练习 š 如果你是刚开始学习焊接技术的新手,建议从基本功开始,循序渐进地练习,慢慢进步。 已有基础但不会摇摆焊的焊接人员 ️ 对于那些已经掌握了一定焊接技术但还不擅长摇摆焊的焊接人员,这里有一些小技巧,希望能帮你们少走弯路。 握把方式的改变 𒊨🙤„Š接人员主要使用的是以前的焊接方法,现在需要适应摇摆焊。主要有三种握把方式:立式握把、竖式握把和横式握把。初学者最适合立式握把,但每个人也可以根据自己的习惯选择。 立式握把的技巧 Œ 立式握把时,要改变固有的焊接方式和观念。握把力度要轻,不要像以前那样紧握。用拇指、食指和中指轻握焊把,无名指和小指不要用力提起焊把,把瓷嘴靠在焊缝上。这时,想象在手心有一个鸡蛋,重握会烂掉,轻握会滑落。利用手腕的左右月牙形或Z字形扭摆,瓷嘴与焊缝的角度以钨棒不接触母材或熔池并视电弧能够稳定燃烧而定。 练习时的注意事项 ⚠️ 练习焊接时要注意焊缝宽度,使电弧熔池能够到达边缘和熔合边缘。每次摇摆前进的距离可以根据自己的爱好和经验习惯来定。 操作要点 犧”覉‹腕摆动焊把,更准确的说法是滚动(以弧长为直径的圆球)焊把。不摆动或稍摆动“摇把”无需刻意去熔化焊丝,并且摆动更容易熔化坡口,更容易避免未融合、内咬边。 送丝控制 滚动前进控制热源,根据热源用大拇指沿食指指尖方向靠摩擦向前推动焊丝。手随着焊丝一起向电弧燃烧的方向移动“摇把”续丝稳而快,不间断,扩大了氩气的保护圈,减少氩气保护不到而产生氧化现象,更容易保证焊缝的内部质量。 焊接角度 每种焊接位置焊接角度都不同。以管材5g为例,焊丝与工件夹角10Ⱝ15Ⱟ„Š枪与工件夹角70Ⱝ80Ⱓ€‚焊枪以45Ⱗ„Š枪为最佳。 希望这些技巧能帮助你在商丘快速掌握氩弧焊摇把技术,成为一名优秀的焊接工人!ꀀ
焊接导论笔记:从基础到进阶 ### 焊接的基本概念 犧„Š接是一种通过加热、加压或两者结合的方式,将两个或多个金属材料永久连接的工艺。它广泛应用于各种工程领域,如建筑、机械、船舶等。 金属与酸反应 金属与酸反应在焊接过程中也会发生,这种反应会导致金属表面形成一层氧化膜,影响焊接质量。因此,在实际操作中需要采取措施来防止这种反应的发生。 焊接接头的类型 銥…𘥞‹的焊接接头包括对接接头、搭接接头、T型接头、角接接头和卷边接头等。每种接头类型都有其特定的应用场景和优缺点。 电弧焊 銧”秄Š是一种常见的焊接方法,分为不熔化极电弧焊和钨极氩弧焊(GTAW或TIG)。不熔化极电弧焊的焊条不熔化,而非接触引弧;钨极氩弧焊则使用氩气作为保护气体。 等离子弧焊 ꊧ퉧滥퐥„Š(PAW)是一种特殊形式的电弧焊,通过特殊形式的电弧压缩技术,使电弧直径变小、能量集中、电弧温度增加。常见的压缩方法包括机械压缩、热压缩和电磁压缩。 埋弧焊 ️ 埋弧焊(SAW)是一种在焊剂保护层下燃烧电弧的焊接方法。它适用于大规模生产,具有高效、自动化的特点。 通过这些基础知识的介绍,希望能为你在焊接领域的学习和探索提供一些帮助!š
C-276哈氏合金板,全称为Hastelloy C-276,是一种镍-钼-铬-铁-钨系镍基合金板,具备出色的耐腐蚀性。其执行标准主要包括UNS N10276、ASTM B575、ASME SB575以及DIN/EN 2.4819。 该合金板在氧化和还原两种氛围中,对多数腐蚀介质展现出卓越的耐腐蚀性能,尤其能耐湿氯、次氯酸盐、二氧化氯溶液及高浓度氯化盐溶液的腐蚀。其物理性能优异,密度为8.90g/cm⳯Š—拉强度≥730Mpa,延伸率≥40%。 C-276哈氏合金板的热加工温度范围在1200℃至950℃之间,冷却方式通常为水冷或快速空冷。焊接方面,可采用钨极气体保护焊、金属极气体保护焊等多种传统焊接工艺,但需注意焊缝及热影响区的抗腐蚀性能,避免采用可能增加材料焊缝及热影响区含碳量或含硅量的焊接方法。 总之,C-276哈氏合金板因其出色的耐腐蚀性和物理性能,在化工、石油化工、烟气脱硫等工业领域得到广泛应用,而这些执行标准确保了其质量和性能的一致性和可靠性。#一起来过万圣节#
G30不锈钢棒,实际上是一种高含铬量的镍基合金棒,也被称为哈氏合金G-30。它主要由镍、铬、铁、钼、铜等多种元素组成,具有出色的耐腐蚀性能和较高的机械强度。 G30合金中的铬含量超过30%,这使得它在H2SO4、HNO3等强腐蚀性溶液中表现出极强的耐蚀能力。此外,G30合金还具有良好的耐敏化能力,可以在化学加工中焊后直接使用。其物理性能包括密度为8.9g/cm⳯†”点范围为1370-1400℃。 在机械性能方面,G30不锈钢棒在常温下的抗拉强度为524MPa,屈服强度0.2为200MPa,延伸率为62%。它适用于各种化学处理工程,并且由于其良好的加工性能,特别适合冷加工成形。 G30不锈钢棒可通过钨极惰性气体保护弧焊、金属极气体保护电弧焊和焊条电弧焊等工艺进行焊接。在选择焊接材料时,推荐使用G-30焊丝或焊条以确保焊接质量。 总的来说,G30不锈钢棒因其卓越的耐腐蚀性和机械性能,在化工、石化、电力等行业中得到了广泛应用,尤其是在需要承受强腐蚀性介质的场合。#我的旅行纪事#
焊接飞溅的产生原因及解决方法 焊接飞溅是焊接过程中常见的问题,它与焊接工艺密切相关。例如,GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)几乎没有飞溅。然而,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)这两种工艺时,如果焊接参数设置不当,就会产生大量飞溅。 为了解决焊接飞溅的问题,可以采取以下措施: 调整焊接参数:如果发现飞溅过多,首先要检查焊接参数是否合适。必要时进行调整,以减少飞溅。 使用防溅剂:在焊接前,可以在接头的每一边涂上防溅剂。这种防溅剂可以消除飞溅物的附着力,焊完后可以很容易地将飞溅物清理掉,且不会损伤表面。 选择合适的焊接工艺:根据具体情况选择合适的焊接工艺,避免使用容易产生飞溅的工艺。 通过以上方法,可以有效控制焊接飞溅,提高焊接质量。
匠心柴火炉,露营新宠? Winnerwell,这个名字本身就是匠人精神的象征。今天我们来聊聊他们的柴火炉三脚M,这款产品真的是让人眼前一亮。 亮点一:焊接质量 首先,咱们得说说这焊接质量。Winnerwell采用的是钨极氩弧焊工艺,焊缝饱满、长宽统一,满焊到位。点焊的位置精准,数量统一,受力均匀。最棒的是,焊渣清理得非常干净,简直找不到瑕疵。 亮点二:三脚设计 这款炉子的三脚设计也很贴心。三个支点能最大程度地降低地面不平的影响,而且每个脚上都有地钉孔位,这样可以把炉子更稳固地固定在地面。 亮点三:自带风阀 Winnerwell标配了风阀,虽然有些炉子需要单独购买。这个设计真的很实用,尤其是在需要调节火焰大小的时候。 亮点四:开孔设计 炉身上自带开孔,这真是个小惊喜。这样的设计不仅有利于烹调,还方便后期加装生物颗粒燃料箱等。相比之下,有些炉子是没有这个开孔的。 亮点五:丰富的配件 Winnerwell的配件真的是应有尽有。烤箱、水箱、烤架、地垫、双层烟、双层出风头等等,简直是露营者的天堂。 不足之处 当然,没有完美的东西。烟囱连接处有微小的偏差,增加节数后可能会有略微倾斜。椭圆形的旋转式进风口虽然美观,但很难转动,甚至完全关闭后会卡死。如果设计得松一点,由于椭圆的中心问题,可能会导致不能在每个开启角度保持平衡。 三脚设计虽然稳定,但通常需要打地钉。如果下面垫了防火地垫,地钉就得被打穿,不打地钉的话稳定性就不够。想象一下,三角的桌子和四角的桌子哪个更稳,你就明白了。 总的来说,Winnerwell的柴火炉三脚M真的是一款用心制作的产品。虽然有些小瑕疵,但整体表现还是非常不错的。如果你正在考虑入手一款露营装备,不妨看看这款Winnerwell柴火炉三脚M,或许它会成为你的新宠。
113美女写真午夜一级观看
美女拉开腿让男生桶到爽
新港男十八式
假面骑士负电王
网址你懂得可以直接看
巨乳吸奶后入动漫
天堂8在线天堂资源8
各种姿势玩小处雏女视频
久夜色精品国产一区二区三区
cctv6直播
欧美国产亚洲精品高清不卡
小雪把双腿打开给老杨看3
日本大阪免费wifi256
色偷偷8888欧美精品久久
免费女人光着全身网站
原神黄化网站入口
生化危机3在线观看
我爱破解
主宰三界
盟军夺宝队
一本久久精品一区二区
地藏网
甄嬛传小说
我是植物人
91日本在线观看亚洲精品
王一彤微博
宝贝深一点我要用力
あんてきぬすっ官网地址
国际抖音黄ID
夜阑乳液狂飙安卓下载
秦勇被强制榨精
荒诞小说
taobo.com
少妇百洁全文阅读章文
GGY钙2022调数
塞酒的长颈一点点的没入
性开放天体浴场xxxxx
医馆笑传下载
BL顶弄巨大哭叫
驻马太行侧
彩虹男孩小蓝gtv13
87版庭院深深免费观看27集
亚洲jizzjizz中国妇女
好想被cao啊随便cao
彩虹岛视频
爱情的限度 下载
日韩欧美亚洲精品
人性本色 浪子小刀
小说官仙
毒枭凤后
黑腕泽法
欧美一区二区在线观看免费网站
久久精品人人爽人人爽
浪荡受男男高h
聊斋之艳蛇
林北林天策
a级毛片免费看
欧美亚洲国产精品有声
钱到用时方恨少
晚娘传奇 漫画
河南女孩爆料母亲一生都在被家暴
惟我独仙
无限道武者路
暴力虐待小说
9.1免费版.APK
亚洲一级黄色
路线1路线二线路三满18
安迷修被雷狮C出液体图片
一级片网站在线观看
高清男的插曲女的 欢迎你免费
刘亦菲论坛
亚洲精品在线播放
亚洲一区二区三区秋霞秋理
无路可逃txt
轻变传奇网站
很详细的肉肉床文片段
k播
美女视频一区二区
花与蛇3之白衣绳奴
亚洲综合色丁香麻豆
我不是药神百度云资源
91免费国产高清在线
丝袜qq群
有点硬一个邪恶的网站
书快电子书论坛
sis最新ip
嘉嘉的裤袜第二部
关晓彤h文
aaaaa级毛片
奇漫屋漫画下拉式古风漫画
我天命大反派
神婆网
瑰夏1V2H
一出好戏 下载
国内色综合精品视频在线
永生气壮山河第三季免费观看
肉蒲之性战潘金莲3
郭冠樱 下载
高h高肉浪贱
亚洲品质自拍视频
深夜福利在线看
美女123456
我的风流人生
97蜜桃网123图片
囧漫画
服装模特道具
女人张开腿让男人捅爽
91视频最新网址
午夜精品视频在线看
武神官网下载
黄沙视频在线观看WWW免费下载
侠盗飞车资源网
极品人妻与男按摩师
欧美一级毛片无遮挡
活死人黎明电影
短裙公车H校花
重生之1976
免费a级片网站
观月初
国产午夜不卡精品午夜电影
机动奥特曼漫画
【丝袜系列之老师
他用嘴让我高潮了六次网站
永久免费毛片手机版在线看
欧美成熟Barazza厨房
亚洲男人天堂a
60分钟边摸边吃奶边做
潮女更衣
市长夫人宋姐
你是我爱人 下载
一亲二膜三叉四强五注射六的视频
性欧美一级毛片在线播放
mack a roni
午夜生活片
橘色谷
上课跳D突然被开到最大视频
日本肉肉口番工全彩动漫
蝴蝶直播
动态图邪恶第43期李毅吧第43期
绝爱全集
同桌上课解我胸罩玩我下面
520纹身网
戏王之王国语
被三个男人绑着躁我好爽
wow吧销魂女
国产福利你懂的
完整版小说下载
高德地图下载
宝贝乖女你的奶真大水手机视频
在线观看91香蕉国产免费
少妇性活BBBBBBBBB小说
美女被cao免费观看网站软件
美妞论坛668
娘娘腔办公室车润滑剂
落日淌火 六盲星
中央十套节目表
主人在调教室性调教女仆游戏
国产精品日韩欧美一区二区三区
亚洲精品鲁一鲁一区二区三区
国产福利一区二区
在线观看国产91
国产欧美一区二区三区鸳鸯浴
女人迈开腿打扑克又痛又叫
野花日本大全免费观看直播
香港lv官网
军人攻㗦ᨯ𑧔𗥏—h
宋成祖
精品久久综合一区二区
琳琅社区导航入口
深圳丝袜按摩
沈家九姑娘
秀才娘子
妖兽尸王下载
亚洲精品国产一区二区在线
网通传奇发布网
日本吃奶摸下激烈视频无遮挡
中国快递男同GAYVIDEOS
一级做a爱过程免费视频时看
一区二区三区在线免费
无尽画廊王者荣耀
hp下载
97伊人网
午夜免费福利
97爱小说
浪荡受年下攻h
亚洲欧美自拍一区
亚洲欧美日韩精品高清
欧美人体一区二区三区
夜夜爱夜夜爽夜夜做夜夜欢
jizz黑丝
迈开腿尝尝你的草莓汁的图片
小男生坐在一个壮硕男人的大
日韩精品一区二区三区高清
亡命寻宝
这个海贼背靠正义
米奇影院888奇米色99在线
再过把瘾
邢台学院六个女生跳舞原视频
花过天晴
55夜色66夜色国产精品站
最新视频列表
什么是手工钨极摇把焊哔哩哔哩bilibili

为什么氩弧焊钨极经常损伤,是什么原因,怎样磨钨极好用?哔哩哔哩bilibili
氩弧焊钨极如何选用?颜色不用如何区分哔哩哔哩bilibili
钨极氩弧焊授课视频张宁教育高清完整正版视频在线观看优酷

4分钟带你了解什么是钨极氩弧焊(TIG)哔哩哔哩bilibili

不锈钢小摇打底为什么总是打钨极?学到就是赚到哔哩哔哩bilibili

钨极惰性气体焊接,是一种使用非消耗性钨极进行焊接的电弧焊工艺

氩弧焊铝合金焊接用什么颜色的钨极,讲解六种不同颜色的钨极的作用.#钨极 #铝合金焊接了解一下 #氩弧焊铝焊 抖音

怎么样正确研磨钨极,学会的老铁点赞+关注

钨极氩弧焊1
最新素材列表
钨针 钨电极.华业钨极,只做好的产品,适合大众客户,普品
全网资源
全网资源
钨极氩弧焊的钨极形状对焊接的影响
全网资源
wz8 2.4 * 175mm白色尖头钨极焊接用
wc20铈钨极
纯钨电极
正品不锈钢钨针氩弧焊专用钨极镧钨焊针蓝头电极国标足1.6钨极
钨杆 钨极 钨针
全网资源
常州金球焊割氩弧焊wt20红头钍钨钨极针 175/150钨针抛光磨光钨棒
钨杆 钨极 钨针
全网资源
钨电极/3.2/150mm/钍钨/江苏北钨出品 北钨电极
镧钨极
全网资源
钨电极是用於钨极氩弧焊
镧wl20氩钨针杆1.6米钨极氩弧焊钨棒
清河县宏桥焊接材料有限公司
材料钨针厂家,品牌,图片,热帖-阿里巴巴
氩弧焊枪配件10n22钨针夹钨极夹1.0 套装wp17/18/26焊枪配件20pcs
钨极惰性气体电弧焊的设备耗材详细介绍
钨极氩弧焊工艺的这些禁忌
氩弧焊用钍钨电极钨针钨棒wt20 1.0,1.6,2.0,2.4,3.0,3.2*175mm
钨电极添加稀土氧化物原因,行业资讯,钼螺丝
氩弧焊之钨极教学
手工钨极氩弧焊的相关术语
钨棒高纯钨棒金属钨棒钨电极棒钨铜棒钨镍棒铈镧钨棒科研实验定制定制
钨极氩弧焊
江苏钨合金 高比重钨合金 导电性能好钨镍铁合金 钨镍铁合金形状
新手们看过来!低,高频脉冲钨极氩弧焊有何工艺特点?你了解吗?
华远焊机--氩弧焊中钨极的重要性
钨电极,铜镶钨电极.鑫智极夹焊电极,钨电极,螺纹电极!
中级焊工:钨极氩弧焊2
出口品质红头钍钨1.0 1.6 2.0 2.4 3.2 钨极钨棒钨针乌针乌极乌棒
分享:钨极氩弧堆焊铁合金粉末工艺与性能
钨极氩弧焊机常见故障及排除维修方法
焊条设备配件厂家,品牌,图片,热帖-阿里巴巴
金球焊割机械厂家直销氩弧焊wp全系列电极夹钨棒夹钨针夹
北钨钨针氩弧焊机铈钨棒电极钨极1.6/2.0焊针2.4焊枪配件大全 荧光玫
钨极氩弧焊10大禁忌!
binzel 环保e3钨极钨针3.2mm
钨极氩弧焊焊接工艺
电极钨钢合金厂家,品牌,图片,热帖-阿里巴巴
钨极的四种磨法
了解手工钨极氩弧焊工艺技术
真空钎焊发展前景,以下信息要了解!
是非常好的电极材料,综合了钨和
40-60目碳硫分析仪用纯钨助熔剂高纯度钨助溶剂-阿里巴
17/18/26氩弧焊配件10n24s钨极夹电极夹夹头2.4mm-阿
18g/cc高密度纯钨棒钨合金棒钨制造商中国工厂供应
全网资源
【没有放射性铈钨极 低电流直流用铈钨电极 wc20铈钨极】江苏无锡没有
tiger双钨极热丝氩弧焊
钨极氩弧焊的原理及优缺点,一定要了解!
进口针_厂家直销 钨极针 钨棒 32北钨电极钨极
钨针 钨电极.山东华业钨钼,只为优质焊接.华业从事钨极行
【钨电极 纯度99.95磨光钨电极加工件】江苏无锡钨电极 纯度99.95磨光
正品北坞钨针 氩弧焊机焊枪配件1.6/2.0/2.4/3.0/3.2红头乌针钨极


























































相关内容推荐
专栏内容推荐
- 750 x 634 · jpeg
- 钨极类型及直径,常用钨极型号,钨针的直径选择_大山谷图库
- 素材来自:dashangu.com
- 800 x 533 · jpeg
- 钨极是不是越尖越好,钨针打磨的角度,焊铝钨针需要磨尖吗_大山谷图库
- 素材来自:dashangu.com
- 227 x 227 · jpeg
- 钨极氩弧焊用WY20钇钨电极 钇钨针 棒 - 宏桥 - 九正建材网
- 素材来自:goods.jc001.cn
- 1047 x 441 · jpeg
- 12-钨极情性气体保护焊之电极形状 - 知乎
- 素材来自:zhuanlan.zhihu.com
- 1920 x 1920 · jpeg
- 钨极类型及直径,常用钨极型号,钨针的直径选择_大山谷图库
- 素材来自:dashangu.com
- 700 x 700 · jpeg
- 铈钨电极 WC20 灰头 3.2*150mm 钨针 钨电极 钨电极-阿里巴巴
- 素材来自:detail.1688.com
- 682 x 943 · jpeg
- WC20铈钨极产品图片,WC20铈钨极产品相册 - 南宫市千仁商贸有限公司 - 九正建材网
- 素材来自:shop.jc001.cn
- 700 x 700 · jpeg
- 铈钨电极 WC20 灰头 3.2*150mm 钨针 钨电极 钨电极-阿里巴巴
- 素材来自:detail.1688.com
- 220 x 220 · jpeg
- 钨极焊条 钨极棒 铈钨极 价格
- 素材来自:globalimporter.net
- 素材来自:v.qq.com
- 素材来自:v.qq.com
- 500 x 415 · jpeg
- WC20铈钨极
- 素材来自:globalimporter.net
- 1417 x 1063 · jpeg
- 第二节 钨极氩弧焊设备-气体保护焊工-图片
- 素材来自:zsbeike.com
- 443 x 324 · jpeg
- 钨极更换装置及焊接设备的制作方法_2
- 素材来自:xjishu.com
- 750 x 750 · jpeg
- 钨极种类,钨极型号,钨极wt20_大山谷图库
- 素材来自:dashangu.com
- 450 x 300 · jpeg
- 钨极有哪些种类和特点
- 素材来自:kxting.com
- 1920 x 1920 · jpeg
- 钨极类型及直径,常用钨极型号,钨针的直径选择_大山谷图库
- 素材来自:dashangu.com
- 800 x 800 · jpeg
- QQ150A氩弧焊枪钨针夹 钨极夹 吉通加厚钨极夹36mm钨极夹心夹头-阿里巴巴
- 素材来自:detail.1688.com
- 1080 x 1080 · jpeg
- ND-550台式多功能钨极磨削机钨电极打磨器钨针磨尖机钨棒打磨器-阿里巴巴
- 素材来自:detail.1688.com
- 500 x 269 · jpeg
- 北钨新材告诉你如何正确的选择钨极 ? - 热门资讯 - 焊接之家
- 素材来自:weldhome.com.cn
- 871 x 413 · png
- 一文教会你手工钨极氩弧焊单面焊双面成形 - 焊接基础 - 焊接之家
- 素材来自:weldhome.com.cn
- 375 x 300 · jpeg
- 镧钨电极 - 搜狗百科
- 素材来自:baike.sogou.com
- 500 x 500 · jpeg
- 钍钨极_清河县瑞克耐磨材料有限公司_新能源网
- 素材来自:china-nengyuan.com
- 350 x 350 · jpeg
- 钨极图片大全,钨极夹图片,钨极(第12页)_大山谷图库
- 素材来自:dashangu.com
- 200 x 200 · jpeg
- 铈钨极|钨棒|钨杆|铈钨电极| - 九正建材网
- 素材来自:goods.jc001.cn
- 640 x 481 · jpeg
- 钨极有哪些种类?它们的优缺点有哪些? - 每日头条
- 素材来自:kknews.cc
- 924 x 873 · jpeg
- 钨电极_360百科
- 素材来自:baike.so.com
- 750 x 486 · jpeg
- 钨极图片,钨极夹图片,钨极(第15页)_大山谷图库
- 素材来自:dashangu.com
- 750 x 750 · jpeg
- 钨极图片大全,钨极夹图片,钨极(第12页)_大山谷图库
- 素材来自:dashangu.com
- 750 x 750 · jpeg
- 正品北钨氩弧焊电极/钨针/钨棒/钨电极 1.6 2.0 2.4 3.2*150mm-阿里巴巴
- 素材来自:detail.1688.com
- 826 x 1000 · gif
- 一种自动活性钨极氩弧焊接方法与流程
- 素材来自:xjishu.com
- 2529 x 1897 · jpeg
- 钨极的形状尺寸和表面质量对它的使用有什么影响?
- 素材来自:5566px.com
- 1920 x 1078 · jpeg
- 宝鸡元大长期低价供应各种规格镧钨电极,铈钨电极,锆钨电极-阿里巴巴
- 素材来自:detail.1688.com
- 350 x 350 · jpeg
- 氩弧焊WC20铈钨WT20钍钨极钨棒 1.0 1.2 1.6 2.0 2.4 2.5钨针 铈钨1.6-150(10支) WC20【图片 价格 ...
- 素材来自:item.jd.com
- 300 x 231 · jpeg
- 钨极氩弧焊 - 搜狗百科
- 素材来自:baike.sogou.com
随机内容推荐
格子屋
刘善本
人人视频网页版
香积寺杭州
原野上
奇珍异宝
莉莉影视
三相弹中国有吗
刘艳小说
愿你裂天而降歌谱
一代巨星陨落
DJ4
两位数的乘法
蒋昌建
秦二世陵
查理迦
托纳多雷
边吃边做
电子转账凭证
福音音乐
04年选秀
李俊生
樋口日奈
巴哈姆特动画疯
荷叶灯
中国地铁城市排名
麻料鸟叫声大全
时明
感恩简谱钟丽燕
韩式烤肉腌制
道野
伤感情歌歌词大全
显示装置
刘鑫雨
摸美女的奶子
fifa07
国外成人视频网站
米汁
弗雷效应
爆枪突击2
车载歌曲
潮汕话是闽南语吗
射雕英雄传主题曲
赤伶弹唱版
绑起来挠痒痒
一条香
小小班
井野本子
陈运
镰刀加锤子
乖离性百万亚瑟王
马里奥泰国
大加耳读什么
富贵开心鬼
马兰花草原
杭州调查取证公司
杭州调查取证公司
黄渤身价
日落之前爱上你
太阳神绿植
象棋经典残局
林乐怡
女性下部隐私
丑生
宋朝皇宫
一到10的英语
我看操逼
长吉一体化
除淫欲咒
魏喜奎
11y
爱爱啊啊
河南下雪
感恩教师节手抄报
金主h
变身黑皮
黄河视频
乡村明二哥
最后羔羊
土地爷生日是哪天
一级片在线电影
tfboys合体
白酒的英文
怎么进暗网
邵燕祥
剪辑师培训班
郎朗钢琴演奏
无机及分析化学
沐熙
天警
期待爱林俊杰
p站怎么进
大方豆腐
淘宝血滴子
山东英才学院宿舍
李宁体操王子
我的海拔
横式计算
婚神星测试
honestly
平民路
人人看视频
五姊妹
宽怒
甄嬛传完整版
精灵守护人
两位数的乘法
板凳音乐
low君
菲迪亚斯
书海拾贝手抄报
孔雀图片绘画
威海到蓬莱
权迎升
森锐
MAMAMOO
王者荣耀世界观
刷抖音
陆绩怀橘的故事
明鲁王陵
猪杂有哪些
b站弹幕姬
超碰成人在线视频
永利澳门酒店
煎熬
连廊
周思言
爽爽影
青岛市区地图全图
黄氏宗祠
ntr文
上海洗浴
武大郎和潘金莲
警察厅
卢小鱼
东莞常平隐贤山庄
芒果在线
我是一颗跳跳糖
淘宝团购秒杀
艾弥儿个人简历
赚钱的赚怎么写
笑三少
大理石纹
踏着夕阳归去歌词
马奎升
鬼佛图片
唯卓
掩不住的阳光
忧郁症电影
大圣王
谎话情歌
沐春阳
泳装井野
通辽市博物馆
像男人一样去战斗
漫h
嫌弃夫妇
战斗天使
libvlc
转盘游戏
吉林市机场
鬼娃娃
迷你雪茄
深夜食堂第四季
提灯映桃花广播剧
热切机
日日是好日
日逼免费视频
和田唱
毒舌
伦敦黑帮
侯玉瑞
高田唯
织金天气
吊旗杆
李素裳
艾斯比
生化角斗场
闲小蜜
g594
超级碰碰碰
敏言
西厢记原文
韩氏宗祠
张本山
元秘d
猛撞
window壁纸
勾股树怎么画
会理海拔多少米
紫坪铺水库
狙击手大作战
复韵母的读法
刘屹宸
蓝色恐惧
薛之谦原名叫什么
子辰半合水局
步练师
烤烟烘烤技术视频
不详
今日热点推荐
哥伦比亚一机库发现约2万具尸体
韩媒关注中国春节申遗成功
文化中国行看ChinaTravel有多火
虞书欣怎么了
要不让艺洋跟你说两句
叙利亚首都仅剩最后一道重要防线
因蛋糕放鲜花20多家店被同一人举报
何与双轨
用诗词打开大雪节气
大爷遇电信诈骗反赚骗子5万元
哥伦比亚称检查27个机库没有尸体
双轨
徐艺洋追星成功
公司回应撞脸蔚来logo被判赔30万
Zoom怒喷乐言
双轨导演
间谍诱骗中学生拍军事设施
光遇维护
四六级准考证
孟子义生日直播
特朗普提名下任驻华大使
三十年前的羽绒服比我穿的潮
黄圣依开了七个小时的车
肖战递耳机
原来化妆的尽头是极简
妈妈按天给大学生女儿发50元
华为MateX6强得飞起
肖战实体专辑预售
心脏病患者冬天要带救命药吗
华为MateX6再现抢购热潮
消费降级用螺蛳粉做了四菜一汤
原来上午10点喝咖啡效果更好
国家烟草专卖局原副局长徐㼆被逮捕
孕妇快生遇自家车更新系统只得打车
女主播被禁后写道举报我的替我挡灾
费沁源退团
网红祁天道被拘账号被封禁
秦川刚做完手术妈妈去世
莎头
哥伦比亚
糖小幽为Doinb鸣不平
孟子义妈妈说李昀锐是爱干净的男孩
叙利亚政府军失去对哈马控制
猫 扔下她一个人在这哭有点残忍
卢昱晓预制朋友圈
联合国回应哥伦比亚2万具尸体事件
时代少年团雪的约定
虞书欣 为了爱我的你们我也会加油的
警惕境外间谍诱导未成年人窃密
九重紫开播
【版权声明】内容转摘请注明来源:http://selh.cjycd.com/7kario_20241204 本文标题:《钨极最新娱乐体验_钨极惰性气体保护焊(2024年12月深度解析)》
本站禁止使用代理访问,建议使用真实IP访问当前页面。
当前用户设备IP:3.133.130.149
当前用户设备UA:Mozilla/5.0 AppleWebKit/537.36 (KHTML, like Gecko; compatible; ClaudeBot/1.0; [email protected])